Dalam beberapa tahun terakhir, printer 3D akhirnya tersedia secara luas untuk masyarakat luas. Mereka bukan lagi alat yang hanya diperuntukkan bagi para profesional dan bisnis. Anda bahkan dapat menemukan Printer 3D dengan harga di bawah $500 hebat termasuk printer SLA. Jadi mendapatkan printer resin 3D tidaklah sulit, namun membuat cetakan yang terlihat profesional masih bisa menjadi tantangan.
Printer resin seperti Foton AnyCubic Mono X 6K ideal jika Anda seorang pemula yang ingin segera memulai pencetakan 3D atau seniman yang ingin membuat karya seni mendetail. Meskipun demikian, cetakan SLA 3D bisa salah seperti halnya cetakan FDM, jadi mari kita jelajahi masalah paling umum dan memperbaikinya melalui beberapa pemecahan masalah dasar pencetakan 3D.
1. Gunakan Resin Bersih
Anda dapat mencegah banyak masalah pencetakan 3D dan kegagalan pencetakan dengan memastikan Anda menggunakan jenis resin berkualitas tinggi dan bersih tanpa residu yang mencemarinya. Selalu periksa resin Anda sebelum memulai proyek baru.

Anda mungkin menemukan partikel resin yang diawetkan di dalam botol, terutama jika Anda membeli dalam jumlah besar. Residu padat dapat membuat printer tidak berfungsi dengan baik dan hasil cetak Anda mungkin salah di tengah proses. Selain itu, Anda dapat mengkontaminasi resin secara tidak sengaja dengan alkohol atau cairan lain jika Anda membiarkan botolnya terbuka. Periksa resin dan jaga lingkungan kerja tetap rapi.
2. Periksa Suhu Sekitar
Anda mungkin mengabaikan suhu lingkungan di rumah, garasi, atau bengkel hanya karena Anda terbiasa. Namun, hal ini dapat memengaruhi seberapa baik resin mengeras. Hal ini terutama menjadi masalah jika Anda tinggal di lingkungan yang lebih dingin karena sebagian besar resin memerlukan suhu sekitar antara 22℃ dan 25℃ dan sebaiknya lebih tinggi lagi. Periksa rekomendasi produsen dan panaskan ruang kerja Anda atau pindahkan printer ke bagian rumah Anda yang lebih hangat.
Sebelum memulai, Anda juga harus membiarkan resin mencapai suhu ruangan. Jika Anda baru saja menerima resin dalam jumlah baru, mungkin suhunya lebih dingin atau lebih hangat daripada suhu di ruang kerja Anda. Biarkan selama beberapa jam. Anda menginginkan suhu yang stabil selama proses pencetakan dan pengawetan.
3. Jaga Layar LCD Tetap Bersih
Salah satu penyebab paling umum kegagalan pencetakan 3D adalah layar LCD yang kotor. Segala jenis residu pada layar dapat mencegah printer Anda bekerja dengan benar atau menyebabkan perubahan bentuk cetakan. Sinar UV printer Anda harus menembus layar tanpa ada apa pun yang menghalangi jalurnya, jika tidak, Anda akan mendapatkan celah pada model Anda dan cacat lainnya..

Residu paling umum yang harus Anda tangani adalah resin yang diawetkan karena jarang sekali hasil pencetakan 3D berjalan sempurna. Untuk membersihkannya, gunakan pengikis plastik. Anda juga dapat menggunakan silet yang tajam, namun harap gunakan dengan hati-hati dan hati-hati, jika tidak Anda dapat merusak layar. Sebagian besar residu akan mudah hilang. Jika layar masih agak kotor setelahnya, bersihkan dengan kain mikrofiber dan alkohol isopropil.
4. Jangan Mencetak Terlalu Cepat
Penyebab umum rusaknya cetakan resin 3D adalah kecepatan pencetakan yang tinggi. Pencetakan resin 3D biasanya melibatkan penggunaan sinar UV yang mengenai resin untuk mengeraskannya. Resin harus terkena jumlah cahaya yang tepat atau Anda tidak akan mendapatkan hasil apa pun. Mencetak terlalu cepat berarti cetakan Anda kurang terang, atau dengan kata lain, resin tidak mendapat cukup sinar UV. Akibatnya, printer Anda tidak dapat mencetak apa pun dan jika mencetak, model Anda akan lemah dan mudah rusak.
Masuk ke perangkat lunak pemotong dan sesuaikan pengaturan pencetakan, terutama kecepatan pencetakan. Perlambat pencetakan sedikit demi sedikit dan coba lagi. Selain itu, ingatlah untuk memeriksa resin dan suhunya terlebih dahulu.
5. Cetak Secara Diagonal pada 45 Derajat
Aturan tidak tertulis dalam pencetakan resin 3D adalah mencetak model Anda dengan orientasi 45 derajat. Mengapa? Mencetak pada suatu sudut menghasilkan lebih sedikit kegagalan dan kualitas cetak yang lebih baik, terutama bila diperlukan banyak struktur pendukung karena model pencetakan yang besar.
Saat Anda mencetak secara vertikal, bobot model akan menekan penyangga lebih keras karena bobotnya tidak terdistribusi dengan baik. Semuanya mengalir secara vertikal. Dengan mencetak secara diagonal, bobotnya tersebar lebih merata sehingga risiko masalah penyangga lebih sedikit. Sebagai bonus tambahan, Anda juga akan lebih mudah mengeluarkan model cetakan dari pelat pembuatan.
6. Jangan Membebani Tempat Cetak Secara Berlebihan
Pencetakan bisa memakan banyak waktu, jadi Anda mungkin memutuskan untuk mengisi pelat pembuatan dengan model sebanyak mungkin. Lagi pula, mengapa tidak menghemat waktu dan uang dengan mencetak semuanya sekaligus? Ya, Anda mungkin hanya akan mengalami kegagalan pencetakan dan membuang banyak resin.
Jika Anda seorang pemula dan melakukan kesalahan, semua model pada print bed bisa salah. Tergantung pada modelnya, printer resin 3D Anda mungkin tidak beroperasi dengan baik dengan pelat rakitan yang kelebihan beban. Jadi, tetaplah mencetak satu model 3D dalam satu waktu, atau paling banyak dua model, dan ingatlah untuk menjaganya pada sudut 45 derajat untuk meningkatkan peluang keberhasilan dan kualitas cetak Anda..
7. Periksa Film FEP dan Ganti
Film FEP adalah foil khusus yang digunakan untuk menciptakan jalur optimal bagi sumber sinar UV untuk mengawetkan resin. Ini adalah komponen penting dari proses pencetakan. Jika cetakan Anda tiba-tiba berubah menjadi kegagalan, Anda perlu memeriksa filmnya. Hal ini sering diabaikan, terutama oleh pemula.
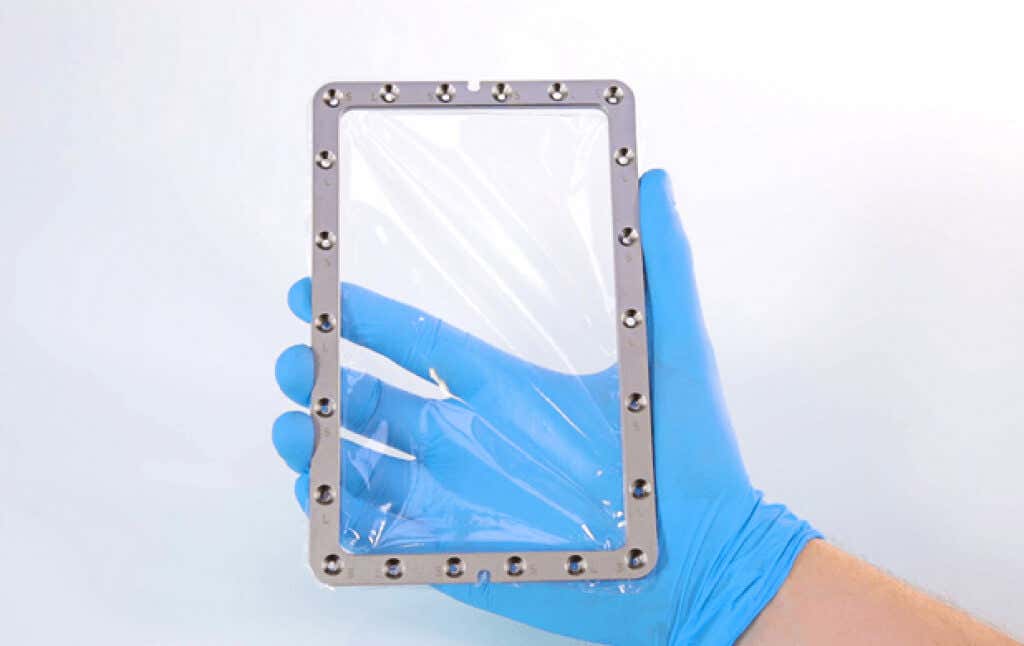
Setelah pencetakan dalam jumlah tertentu, film FEP akan melengkung atau mengalami kerusakan. Jika Anda melihat tanda-tanda kerusakan tersebut, inilah saatnya untuk menggantinya. Goresan kecil tidak akan mempengaruhi kualitas cetakan Anda, dan jika Anda melihat noda, Anda dapat mengabaikannya atau menyekanya dengan tisu dan alkohol isopropil.
8. Kalibrasi ulang Build Plate
Jika hasil cetakan Anda buruk pada lapisan pertama, lapisan bawah, atau gagal total di tengah jalan, pelat pembuatan mungkin sedikit miring. Anda perlu meratakannya dan mengulangi operasi ini kapan pun diperlukan sebagai bagian dari rutinitas perawatan printer Anda. Baik Anda menggunakan printer 3D resin atau printer FDM, kalibrasi adalah kunci untuk menghindari sebagian besar masalah pencetakan 3D.
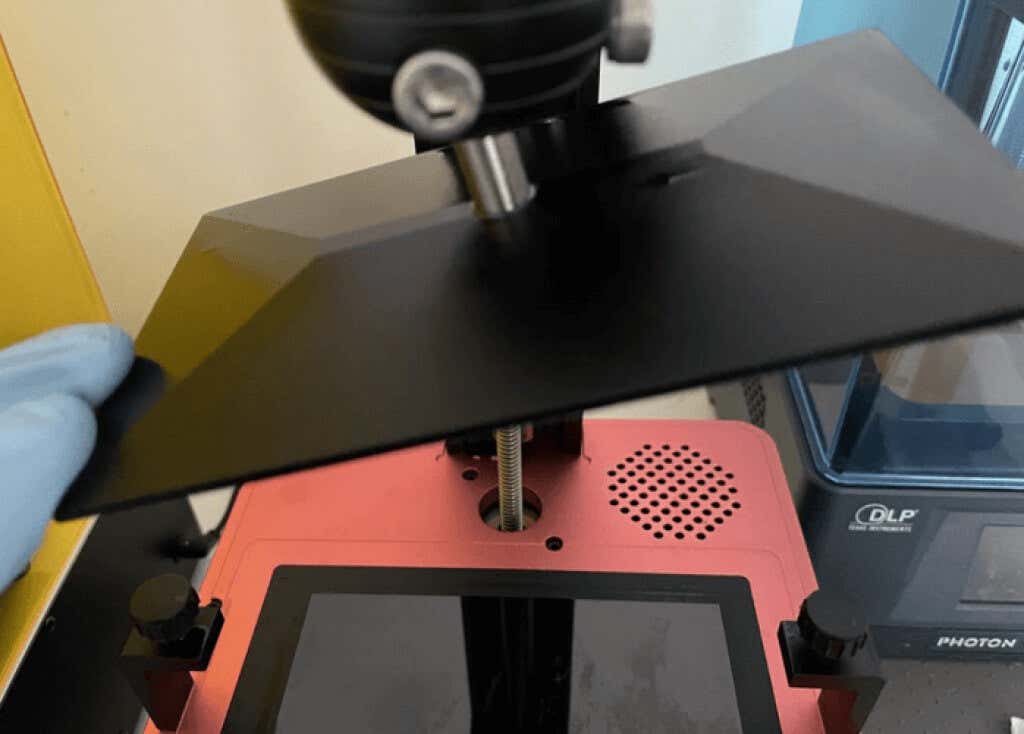
Tergantung pada kualitas printer Anda, printer ini mungkin memerlukan kalibrasi ulang lebih sering dibandingkan printer lainnya. Meskipun demikian, semua printer 3D memerlukan kalibrasi sesekali. Periksa manual printer resin 3D Anda tentang cara meratakan permukaan cetakan dan mengembalikannya ke posisi optimal.
9. Menangani Delaminasi
Bukan hanya cetakan filamen yang dapat terlihat berubah bentuk. Misalnya, lapisan resin yang dibutuhkan untuk membuat model mungkin tidak dapat menyatu dengan baik dan lapisan tersebut bergeser secara terpisah sehingga tampak seolah-olah saling menjauh. Pemisahan lapisan ini disebut delaminasi dan pasti akan merusak tampilan cetakan Anda karena terlalu mencolok untuk diabaikan. Untungnya, Anda memiliki 2 solusi.

Buat Lebih Banyak Struktur Pendukung
Banyak masalah yang bisa terjadi pada cetakan resin jika tidak didukung dengan benar. Jadi, pastikan Anda memiliki penyangga yang cukup untuk menahan bagian-bagian model Anda yang berada pada sudut drastis. Selain itu, ingatlah untuk mengarahkan model Anda secara diagonal pada 45 derajat untuk meningkatkan ketahanan penyangga dan kualitas cetakan..
Cari Hambatan
Pemisahan lapisan juga terjadi ketika ada sesuatu yang menghalangi jalur laser UV. Pertama, Anda perlu memastikan resin itu sendiri bersih, tanpa ada kotoran yang menghalangi atau mengganggu cahaya. Anda dapat menggunakan filter untuk menghilangkan resin yang mengeras jika Anda melihatnya. Setelah itu, lihat film FEP dan layar LCD apakah ada tanda, ketidaksempurnaan, atau kotoran. Bersihkan semua kontaminan dan ganti film jika rusak.
10. Menangani Ragging
Ragging adalah masalah deformasi cetakan 3D lainnya yang mengubah model Anda menjadi berantakan dan penuh gumpalan. Rak seperti cairan yang tampak seperti lipatan tipis yang berasal secara horizontal dari cetakan Anda. Struktur tipis ini sering kali mengeras sebagian dan terlepas di dalam tong resin, sehingga menghalangi laser UV dan merusak hasil cetak hingga tidak dapat diselamatkan. Berikut cara memecahkan masalah ini.
Periksa Resin
Apakah resinnya sudah kadaluwarsa? Apakah Anda menggunakan resin yang terlalu murah dari sumber yang tidak jelas? Tergantung pada resinnya, masa pakainya terbatas, berkisar antara 1 hingga 2 tahun. Resin kadaluwarsa tidak dapat diandalkan dan akan bereaksi berbeda terhadap laser UV, suhu lingkungan, dan variabel lainnya. Penyimpanan yang tidak tepat juga dapat menurunkan resin.

Apa pun kasusnya, perubahan bentuk cetakan seperti compang-camping adalah akibat umum dari resin yang buruk, jadi pastikan Anda memeriksanya.
Cari Hambatan
Sama seperti delaminasi, laser yang terhalang dapat menjadi penyebab masalah ragging. Periksa tong resin apakah ada kotoran. Bersihkan alas cetak secara menyeluruh dengan pengikis plastik. Keluarkan resin dari tangki dan saring untuk berjaga-jaga jika ada resin yang diawetkan di dalamnya. Periksa juga film FEP dan bersihkan semua permukaan optik.
Kurangi Jumlah Dukungan
Terlalu banyak dukungan dapat berakibat buruk dan merusak cetakan Anda. Ragging adalah gejala kepadatan dukungan yang tinggi, jadi periksa pengaturan di perangkat lunak pemotong untuk mengurangi jumlah dukungan. Jadikan dukungan Anda lebih efektif dengan juga melakukan reorientasi model Anda. Seperti disebutkan sebelumnya, sudut 45 derajat akan mengurangi jumlah penyangga yang Anda perlukan.
Masalah apa yang Anda alami dengan printer resin 3D Anda? Apakah tips pemecahan masalah kami membantu menyelesaikannya? Jika tidak, beri tahu kami di komentar di bawah dan kami akan melakukan yang terbaik untuk membantu Anda menemukan solusinya..
.